 |
TAGUCHI LOSS FUNCTION AND QUALITY MANAGEMENT |
| << LEADERS IN QUALITY REVOLUTION AND DEFINING FOR QUALITY:User-Based |
| WTO, SHIFTING FOCUS OF CORPORATE CULTURE AND ORGANIZATIONAL MODEL OF MANAGEMENT >> |

Total
Quality Management
MGT510
VU
Lesson
# 08
TAGUCHI
LOSS FUNCTION AND QUALITY
MANAGEMENT
Total
Quality Paradigms
Adopting
a TQ philosophy requires significant
changes in organization design, work
processes, and
culture.
Organizations use a variety of
approaches. Some emphasize the
use of quality tools, such
as
statistical
process control of Six Sigma
(which we discuss in the next chapter),
but have not made the
necessary
fundamental changes in their
processes and culture. It is easy to
focus on tools and techniques
but
very hard to understand and achieve the
necessary changes in human attitudes and
behavior. Others
have
adopted a behavioral focus in which the
organization's people are
indoctrinated in a customer-
focused
culture, or emphasize error
prevention and design quality, but
fail to incorporate
continuous
improvement
efforts. Still other
companies focus on problem-solving and
continuous improvements,
but
fail
to focus on what is truly important to
the customer. Although these firms
will realize limited
improvements,
the full potential of total
quality is lost due to a lack of complete
understanding by the
entire
organization.
Single
approaches, such as statistical
tools, behavioral change, or
problem solving can have
some short-
term
success, but do not seem to
work well over time.
Total quality requires a comprehensive
effort that
encompasses
all of these approaches. A
total change in thinking,
not a new collection of
tools, is
needed.
Total quality requires a set of
guiding principles. Such
principles have been promoted by
the
many
"quality gurus" Deming, Juran, and
Crosby, Ishikawa and Taguchi.
Their insights on measuring,
managing,
and improving quality have had profound
impacts on countless managers and
entire
corporations
around the world.
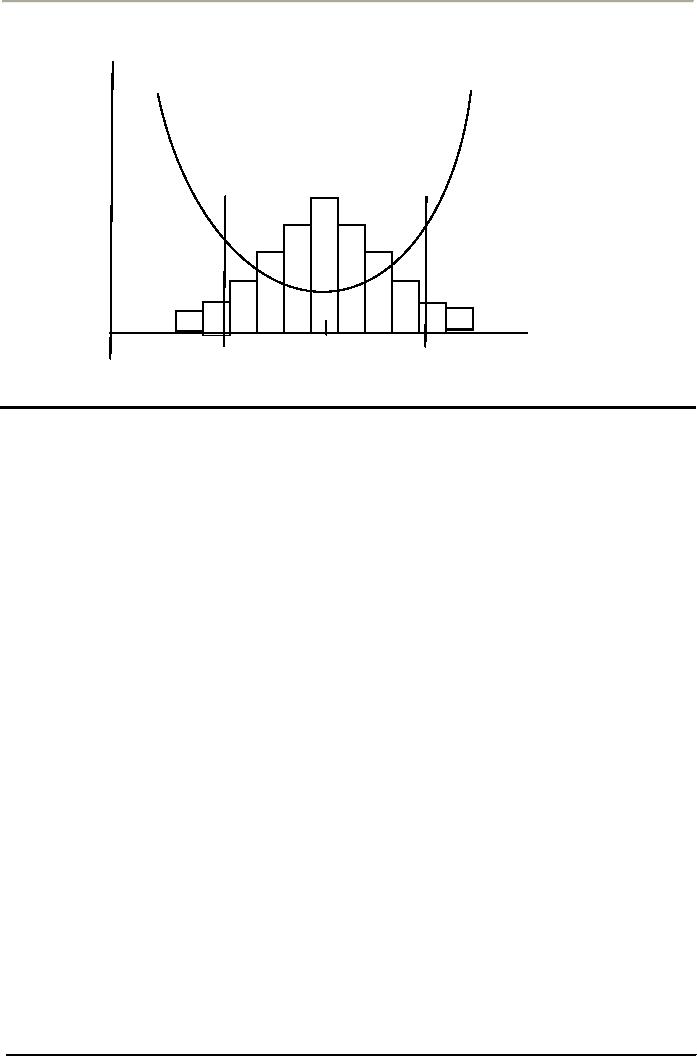
Defining
Quality as Loss
Function
Taguchi
(1986) suggests that there is increasing
loss, for the producer, the customer, and
society,
associated
with increasing variability, or deviation
from a target value that
reflects the "ideal state."
This
relationship
to variability can be expressed as a
loss function, as shown for the
distribution of rods
from
grinding
operation C, in Figure 12.
The greater the variability, deviation
from target, the greater the
loss
will
be.
Traditional
specifications, used in the manufacturing-based
approach to quality, define conformity
n
terms
of upper and lower specification
limits. For example steel
rods should meet the
engineering
specification
for length of six inches,
plus or minus 10 one-hundredths o an inch (6 + or _
.10). This
approach
tends to allow complacency concerning
variation within that range. It
assumes that a
product
just
barely meeting specifications,
just within the limit, is
just as "good" as on right in the
middle, but
one
just outside the limit is "bad."
Taguchi questions these assumptions,
and suggests the degree
of
"badness"
or "loss" increases gradually as the
deviation from the target
value increases.
Although
managers
may choose to do the right
thing (the target), in order
to provide superior value to
customers
through
superior "quality," they
must also continuously
improve their systems and
reduce variation to
meet
the target.20 In the 1980s, Motorola committed to a
campaign called Six Sigma, which is one
way
of
saying reduce variation so
much that the chance of
producing defects is down to
about 3.4 defects per
million,
or 99.99966 percent perfect.
30
Total
Quality Management
MGT510
VU
Taguchi's
loss function: loss
increases as a function of
variation
Loss
($)
Loss
($)
due
to variation
due
to variation
Distribution
of output
Length
of rod in
inches
6.1
6.0
5.9
USL
Target
LSL
The
Deming Management Philosophy
Deming
was trained as statistician and
worked for Western Electric
during its pioneering era
of
statistical
quality control development in the
1920s and 1930s. During
World War II he taught
quality
control
courses as part of the national
defense effort. Although
Deming taught many engineers in
the
United
States, he was not able to
reach upper management.
After the war, Deming was
invited to Japan
to
teach statistical quality
control concepts. Top
managers there were eager to learn, and
he addressed
21
to executives who collectively resented
80 percent of the county's capital. They
embraced Deming's
message
and transformed their industries. By the
mid-1970s, the quality of Japanese
products exceeded
that
of Western manufacturers, and Japanese
companies had made significant
penetration into
Western
markets.
Deming
taught quality to Japanese
and Ishikawa was Deming's
student. Americans did not
listen to
Deming
as attentively as Japanese did and
took his a prophet of
quality.
31
Table of Contents:
- OVERVIEW OF QUALITY MANAGEMENT:PROFESSIONAL MANAGERIAL ERA (1950)
- TOTAL QUALITY MANAGEMENT AND TOTAL ORGANIZATION EXCELLENCE:Measurement
- INTEGRATING PEOPLE AND PERFORMANCE THROUGH QUALITY MANAGEMENT
- FUNDAMENTALS OF TOTAL QUALITY AND RATERS VIEW:The Concept of Quality
- TOTAL QUALITY MANAGEMENT AND GLOBAL COMPETITIVE ADVANTAGE:Customer Focus
- TOTAL QUALITY MANAGEMENT AND PLANNING FOR QUALITY AT OFFICE
- LEADERS IN QUALITY REVOLUTION AND DEFINING FOR QUALITY:User-Based
- TAGUCHI LOSS FUNCTION AND QUALITY MANAGEMENT
- WTO, SHIFTING FOCUS OF CORPORATE CULTURE AND ORGANIZATIONAL MODEL OF MANAGEMENT
- HISTORY OF QUALITY MANAGEMENT PARADIGMS
- DEFINING QUALITY, QUALITY MANAGEMENT AND LINKS WITH PROFITABILITY
- LEARNING ABOUT QUALITY AND APPROACHES FROM QUALITY PHILOSOPHIES
- TOTAL QUALITY MANAGEMENT THEORIES EDWARD DEMING’S SYSTEM OF PROFOUND KNOWLEDGE
- DEMING’S PHILOSOPHY AND 14 POINTS FOR MANAGEMENT:The cost of quality
- DEMING CYCLE AND QUALITY TRILOGY:Juran’s Three Basic Steps to Progress
- JURAN AND CROSBY ON QUALITY AND QUALITY IS FREE:Quality Planning
- CROSBY’S CONCEPT OF COST OF QUALITY:Cost of Quality Attitude
- COSTS OF QUALITY AND RETURN ON QUALITY:Total Quality Costs
- OVERVIEW OF TOTAL QUALITY APPROACHES:The Future of Quality Management
- BUSINESS EXCELLENCE MODELS:Excellence in all functions
- DESIGNING ORGANIZATIONS FOR QUALITY:Customer focus, Leadership
- DEVELOPING ISO QMS FOR CERTIFICATION:Process approach
- ISO 9001(2000) QMS MANAGEMENT RESPONSIBILITY:Issues to be Considered
- ISO 9001(2000) QMS (CLAUSE # 6) RESOURCES MANAGEMENT:Training and Awareness
- ISO 9001(2000) (CLAUSE # 7) PRODUCT REALIZATION AND CUSTOMER RELATED PROCESSES
- ISO 9001(2000) QMS (CLAUSE # 7) CONTROL OF PRODUCTION AND SERVICES
- ISO 9001(2000) QMS (CLAUSE # 8) MEASUREMENT, ANALYSIS, AND IMPROVEMENT
- QUALITY IN SOFTWARE SECTOR AND MATURITY LEVELS:Structure of CMM
- INSTALLING AN ISO -9001 QM SYSTEM:Implementation, Audit and Registration
- CREATING BUSINESS EXCELLENCE:Elements of a Total Quality Culture
- CREATING QUALITY AT STRATEGIC, TACTICAL AND OPERATIONAL LEVEL
- BIG Q AND SMALL q LEADERSHIP FOR QUALITY:The roles of a Quality Leader
- STRATEGIC PLANNING FOR QUALITY AND ADVANCED QUALITY MANAGEMENT TOOLS
- HOSHIN KANRI AND STRATEGIC POLICY DEPLOYMENT:Senior Management
- QUALITY FUNCTION DEPLOYMENT (QFD) AND OTHER TOOLS FOR IMPLEMENTATION
- BASIC SQC IMPROVEMENT TOOLS:TOTAL QUALITY TOOLS DEFINED
- HOW QUALITY IS IMPLEMENTED? A DIALOGUE WITH A QUALITY MANAGER!
- CAUSE AND EFFECT DIAGRAM AND OTHER TOOLS OF QUALITY:Control Charts
- STATISTICAL PROCESS CONTROL (SPC) FOR CONTINUAL QUALITY IMPROVEMENT
- STATISTICAL PROCESS CONTROL….CONTD:Control Charts
- BUILDING QUALITY THROUGH SPC:Types of Data, Defining Process Capability
- AN INTERVIEW SESSION WITH OFFICERS OF A CMMI LEVEL 5 QUALITY IT PAKISTANI COMPANY
- TEAMWORK CULTURE FOR TQM:Steering Committees, Natural Work Teams
- UNDERSTANDING EMPOWERMENT FOR TQ AND CUSTOMER-SUPPLIER RELATIONSHIP
- CSR, INNOVATION, KNOWLEDGE MANAGEMENT AND INTRODUCING LEARNING ORGANIZATION