 |
SCHEDULING:High-Volume Systems, Load Chart, Hungarian Method |
| << SUPPLY CHAIN MANAGEMENT:Supply Chain Benefits and Drawbacks |
| SEQUENCING:Assumptions to Priority Rules, Scheduling Service Operations >> |
Production
and Operations Management
MGT613
VU
Lesson
41
SCHEDULING
Learning
Objectives
After
completing the introductory discussion on
Scheduling, the students would be
able to understand
what
scheduling is and how important it is to
high volume and intermediate
volume systems. It
would
also
help them to learn how to
address scheduling needs in Job
shops. The students would
also learn the
use
and interpretation of Gantt Charts.
They would also use
Assignment method for loading
along with
common
Priority Rules. They would
also learn the common and unique
scheduling problems in Service
Systems.
Scheduling
Scheduling:
Scheduling is an important tool
for manufacturing and service industries
where it can have
a
major impact on the productivity of a
process. In manufacturing, the purpose of
scheduling is to
minimize
the production time and costs, by
telling a production facility
what to make, when, with
which
staff,
and on which equipment. Similarly,
scheduling in service industries, such as
airlines and public
transport,
aim to maximize the efficiency of the
operation and reduce
costs.
Scheduling
Modern
computerized scheduling tools greatly
outperform older manual
scheduling methods.
This
provides
the production scheduler with powerful
graphical interfaces which can be
used to visually
optimize
real-time work loads in various
stages of the production, and
pattern recognition allows
the
software
to automatically create scheduling
opportunities which might
not be apparent without this
view
into
the data. For example, an airline
might wish to minimize the number of
airport gates required for
its
aircraft,
in order to reduce costs, and
scheduling software can allow the
planners to see how this can
be
done,
by analyzing time tables, aircraft
usage, or the flow of
passengers.
Scheduling
Companies
use backward and forward
scheduling to plan their human
and material resources.
Backward
scheduling
is planning the tasks from the due
date to determine the start
date and/or any changes
in
capacity
required, whereas forward
scheduling is planning the tasks
from the start date to
determine the
shipping
date or the due date.
Benefits
of Scheduling
Scheduling:
Establishing the timing of the use of
equipment, facilities and human
activities in an
organization
1.
Effective scheduling can
yield
2.
Cost savings
3.
Increases in productivity
The
benefits of production scheduling
include:
1.
Process change-over reduction
2.
Inventory reduction,
leveling
3.
Reduced scheduling
effort
4.
Increased production efficiency
5.
Labor load leveling
6.
Accurate delivery date
quotes
7.
Real time information
High-Volume
Systems
1.
Flow system: High-volume
system with Standardized equipment and
activities
2.
Flow-shop scheduling: Scheduling
for high-volume flow
system
184
Production
and Operations Management
MGT613
VU
Work
Center #1
Work
Center #2
Output
Scheduling
Manufacturing Operations
High-volume
Intermediate-
volume
Low-volume
Service
operations
High-Volume
Success Factors
Process
and product design
Preventive
maintenance
Rapid
repair when breakdown
occurs
Optimal
product mixes
Minimization
of quality problems
Reliability
and timing of supplies
Intermediate-Volume
Systems
Outputs
are between standardized high-volume
systems and made-to-order job
shops
Run
size, timing, and sequence
of jobs
Economic
run size:
2DS
p
Q0 =
p-u
H
Scheduling
Low-Volume Systems
Loading
-
assignment of jobs to process
centers
Sequencing
-
determining the order in which
jobs will be
processed
Job-shop
scheduling
Scheduling
for low-volume
systems
with many
variations
in
requirements
Gantt
Load Chart
Gantt
chart -
used as a visual aid for
loading and scheduling
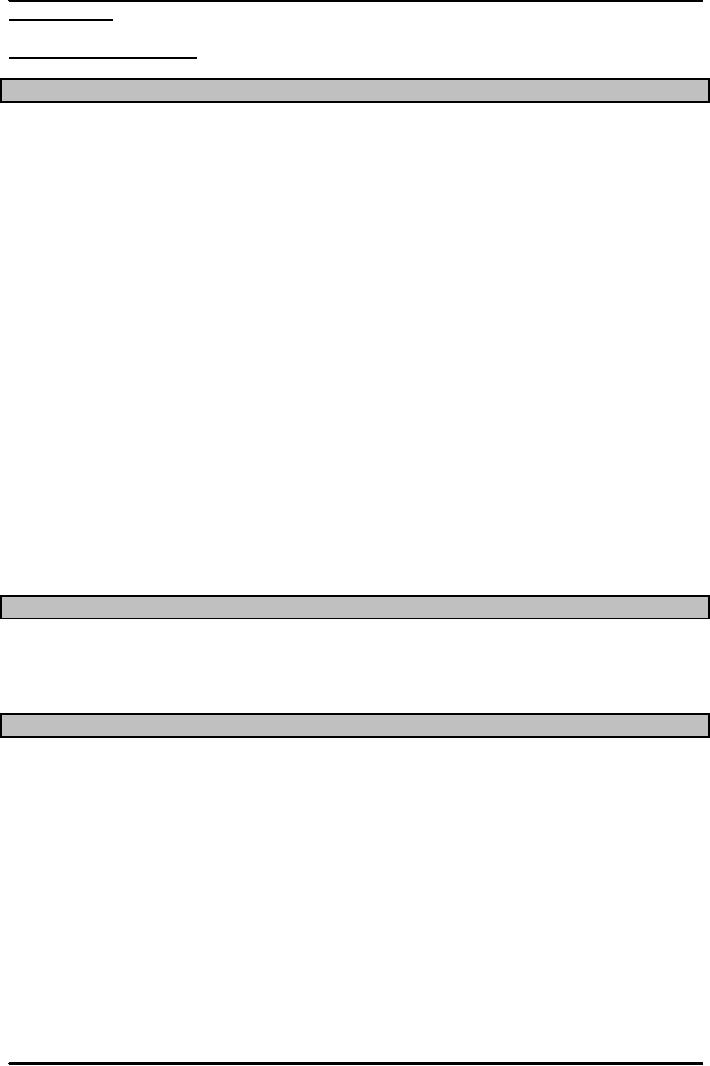
Load
Chart
Load
chart A
type of Gantt Chart that
shows the loading and idle
times for a group of machines or
list
of
departments
Work
Mon.
Tues.
Wed.
Thurs.
Fri.
Center
1
Job
3
Job
4
2
Job
3
Job
7
3
Job
1
Job
6
Job
7
4
Job
10
185
Production
and Operations Management
MGT613
VU
Schedule
chart A
type of Gantt Chart that
shows the orders or jobs in
progress and whether they
are
on
schedule or not.
Input/Output
Control Chart A
type of Control Chart that
shows management of work
flow and queues
at
the work centers
Loading
Types
The
common types of loading include the
following
1.
Infinite loading
2.
Finite loading
3.
Vertical loading
4.
Horizontal loading
5.
Forward scheduling
6.
Backward scheduling
7.
Schedule chart
We
now briefly discuss these
type of Loading
1.
Infinite loading. Jobs are
assigned to work centers
without regard to the capacity of the
work
center.
2.
Finite loading Jobs are
assigned to work centers
with regard to the capacity of the work
center
and
job processing times.
3.
Vertical loading: Loading
jobs at a work center, job by
job, usually according to
some priority
criterion,
using infinite loading i.e.
Jobs are assigned to work
centers without regard to the
capacity
of the work center.
4.
Horizontal loading: Loading
each job on all work
centers it will require,
then the next job on
all
work
centers, according to some
priority, using finite
loading i.e. Jobs are
assigned to work
centers
with regard to the capacity of the work
center and job processing
times.
5.
Forward scheduling: Scheduling
ahead, from some point in
time
6.
Backward scheduling: Scheduling by
working backwards from the due
date
7.
Schedule chart A Gantt chart that shows
the orders or jobs in progress and
whether they are on
schedule
or not.
Assignment
Method of Linear
Programming
Assignment
Model is a type of linear
programming model for
optimal assignment of tasks and
resources
Hungarian
method is the method of assigning jobs by a one for
one matching to identify the lowest
cost
solution
Let's
take a step by step approach to
understand and make use of Hungarian
Method
Hungarian
Method
First
of all, acquire the relevant cost
information and arrange it in tabular
form
Second,
obtain the Row Reduction;
this is obtained by subtracting the
smallest number in each
row
from
every number in the row. Enter the
results in a new
table.
Third,
Obtain the Column Reduction by
subtracting the smallest number in each
column of the new
table
from every number in the
column.
Fourth,
test whether an optimum
assignment can be made. You do
this by determining the
minimum
number
of lines needed to cover (
i.e.) cross out all
zeros. If the number of lines equal the
numbers
of
row, an optimum assignment is possible.
IN that case move to final
step.
Fifth,
if the numbers of lines is less
than the number of rows, modify the table
in the following
manner
o
Subtract the
smallest uncovered number from every
uncovered number in the table.
186
Production
and Operations Management
MGT613
VU
Add
the smallest uncovered number to the numbers at the
intersections of covering
o
lines
Numbers
crossed out but not at
intersections of cross out lines
carry over unchanged to
o
the
next table.
Sixth,
Repeat steps fourth and
fifth unless an Optimal
table is obtained
Seventh,
make the assignments. Begin
with rows or columns with only
one zero. Match items
that
have
zeros, using only one match
for each row and
each column. Cross out
both the row and
column
for
each row.
Hungarian
Method Example
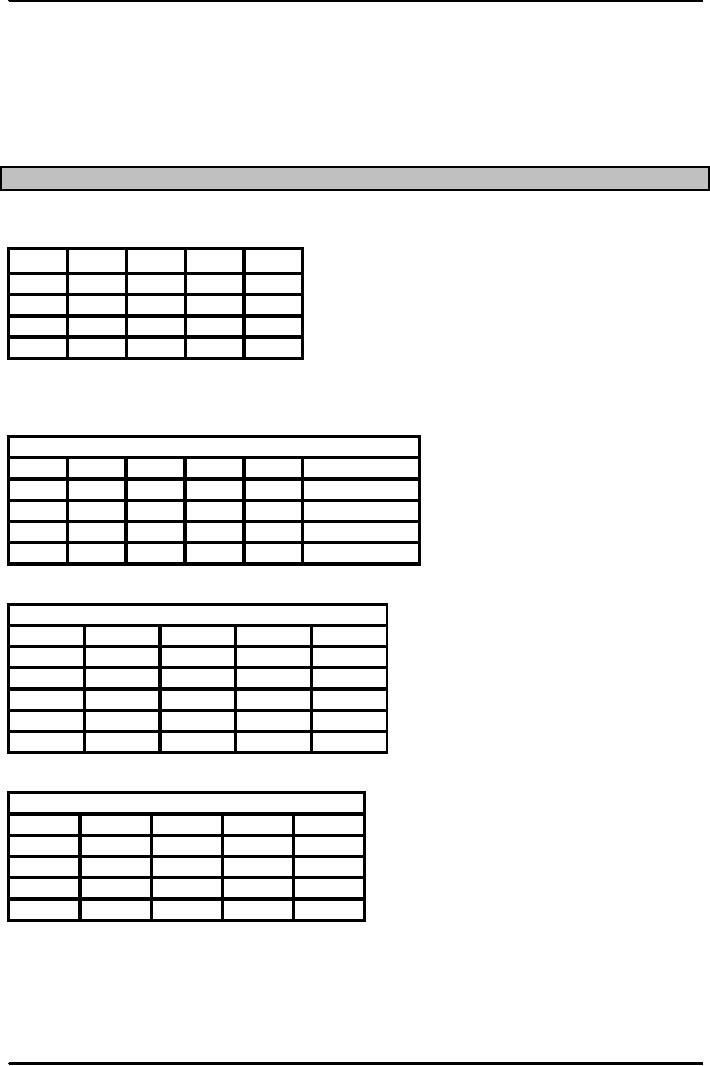
Please
refer to the matrix which
shows Jobs 1,2,3 and 4 with
Machines A, B, C and D.
JOBS
A
B
C
D
1
8
6
2
4
2
6
7
11
10
3
3
5
7
6
4
5
10
12
9
Please
apply the Hungarian Method to make
appropriate assignments.
Select
the Row Minimum
MACHINE
JOBS
A
B
C
D
ROW
MIN
1
8
6
2
4
2
2
6
7
11
10
6
3
3
5
7
6
3
4
5
10
12
9
5
Subtract
the smallest number in reach
row
To
form a new table and select
column minimum
MACHINE
JOBS
A
B
C
D
1
6
4
0
2
2
0
1
5
4
3
0
2
4
3
4
0
5
7
4
COL
MIN
0
1
0
2
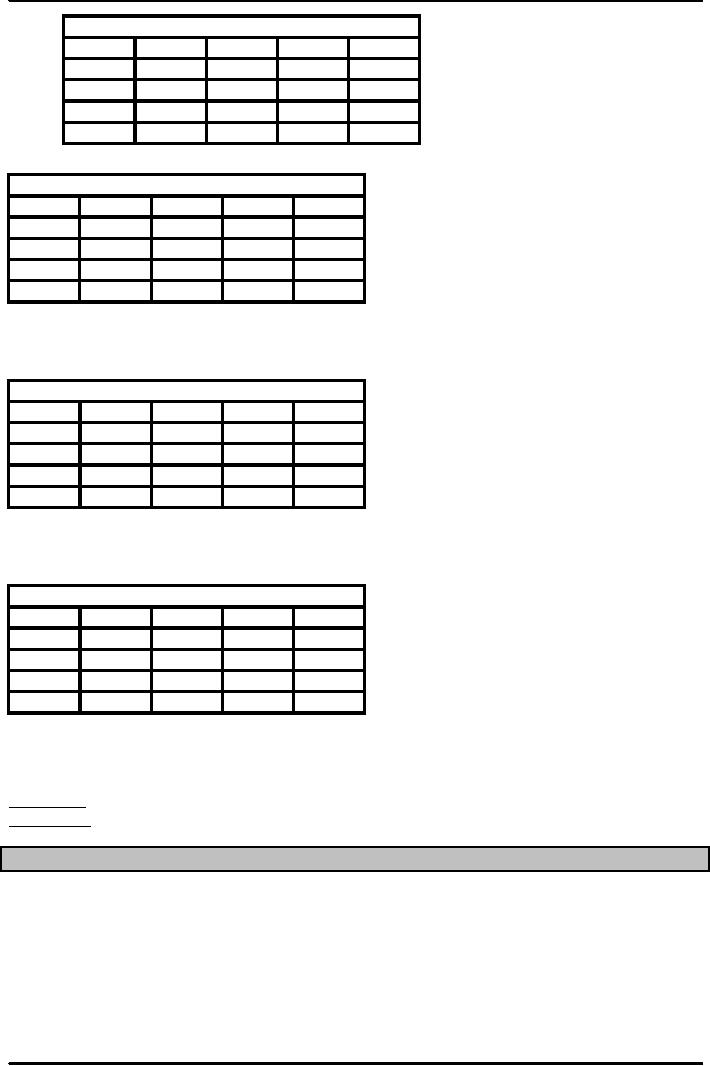
Subtract
the smallest number in reach column &
Enter the results to form a
new table
MACHINE
JOBS
A
B
C
D
1
6
3
0
0
2
0
0
5
2
3
0
1
4
1
4
0
4
7
2
Determine
the minimum number of lines needed to
cross Out all zeros.
Here we have three lines
only
and
rows are 4, so the solution is not
optimal
Hungarian
Method Example
Subtract
the smallest value that has
not been crossed out
from every number that has
not been crossed
out
(1 here) and add this to numbers that
are at intersections of covering
lines
187
Production
and Operations Management
MGT613
VU
MACHINE
JOBS
A
B
C
D
1
6
3
0
0
2
0
0
5
2
3
0
1
4
1
4
0
4
7
2
MACHINE
JOBS
A
B
C
D
1
6+1=7
3
0
0
2
0+1=1
0
5
2
3
0
0
3
0
4
0
3
6
1
Determine
the minimum number of lines needed to
cross Out all 0 ( 4),
since this equals the number
of
rows
, we obtain the optimum
assignment.
MACHINE
JOBS
A
B
C
D
1
7
3
0
0
2
1
0
5
2
3
0
0
3
0
4
0
3
6
1
Make
the assignments, start with rows
and columns with Only one 0.
Match jobs with machines
that
have
0 costs.
MACHINE
JOBS
A
B
C
D
1
7
3
0
0
2
1
0
5
2
3
0
0
3
0
4
0
3
6
1
The
assignment according to Hungarian
Method is therefore
A4,
2B,1C AND 3D
Sequencing
Sequencing:
Determine the order in which
jobs at a work center will
be processed.
Workstation:
An area where one person works,
usually with special equipment, on a
specialized job.
Summary
Scheduling
is the timing and coordination of Operations.
Scheduling problems differ in nature
because
of
the system being designed for
high volume, intermediate or
low volume flow. In our
next lecture we
will
discuss its complementary and
supplementary concept of Sequencing.
188
Table of Contents:
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:Decision Making
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:Strategy
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:Service Delivery System
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:Productivity
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:The Decision Process
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:Demand Management
- Roadmap to the Lecture:Fundamental Types of Forecasts, Finer Classification of Forecasts
- Time Series Forecasts:Techniques for Averaging, Simple Moving Average Solution
- The formula for the moving average is:Exponential Smoothing Model, Common Nonlinear Trends
- The formula for the moving average is:Major factors in design strategy
- The formula for the moving average is:Standardization, Mass Customization
- The formula for the moving average is:DESIGN STRATEGIES
- The formula for the moving average is:Measuring Reliability, AVAILABILITY
- The formula for the moving average is:Learning Objectives, Capacity Planning
- The formula for the moving average is:Efficiency and Utilization, Evaluating Alternatives
- The formula for the moving average is:Evaluating Alternatives, Financial Analysis
- PROCESS SELECTION:Types of Operation, Intermittent Processing
- PROCESS SELECTION:Basic Layout Types, Advantages of Product Layout
- PROCESS SELECTION:Cellular Layouts, Facilities Layouts, Importance of Layout Decisions
- DESIGN OF WORK SYSTEMS:Job Design, Specialization, Methods Analysis
- LOCATION PLANNING AND ANALYSIS:MANAGING GLOBAL OPERATIONS, Regional Factors
- MANAGEMENT OF QUALITY:Dimensions of Quality, Examples of Service Quality
- SERVICE QUALITY:Moments of Truth, Perceived Service Quality, Service Gap Analysis
- TOTAL QUALITY MANAGEMENT:Determinants of Quality, Responsibility for Quality
- TQM QUALITY:Six Sigma Team, PROCESS IMPROVEMENT
- QUALITY CONTROL & QUALITY ASSURANCE:INSPECTION, Control Chart
- ACCEPTANCE SAMPLING:CHOOSING A PLAN, CONSUMER’S AND PRODUCER’S RISK
- AGGREGATE PLANNING:Demand and Capacity Options
- AGGREGATE PLANNING:Aggregate Planning Relationships, Master Scheduling
- INVENTORY MANAGEMENT:Objective of Inventory Control, Inventory Counting Systems
- INVENTORY MANAGEMENT:ABC Classification System, Cycle Counting
- INVENTORY MANAGEMENT:Economic Production Quantity Assumptions
- INVENTORY MANAGEMENT:Independent and Dependent Demand
- INVENTORY MANAGEMENT:Capacity Planning, Manufacturing Resource Planning
- JUST IN TIME PRODUCTION SYSTEMS:Organizational and Operational Strategies
- JUST IN TIME PRODUCTION SYSTEMS:Operational Benefits, Kanban Formula
- JUST IN TIME PRODUCTION SYSTEMS:Secondary Goals, Tiered Supplier Network
- SUPPLY CHAIN MANAGEMENT:Logistics, Distribution Requirements Planning
- SUPPLY CHAIN MANAGEMENT:Supply Chain Benefits and Drawbacks
- SCHEDULING:High-Volume Systems, Load Chart, Hungarian Method
- SEQUENCING:Assumptions to Priority Rules, Scheduling Service Operations
- PROJECT MANAGEMENT:Project Life Cycle, Work Breakdown Structure
- PROJECT MANAGEMENT:Computing Algorithm, Project Crashing, Risk Management
- Waiting Lines:Queuing Analysis, System Characteristics, Priority Model