 |
Production
and Operations Management
MGT613
VU
Lesson
30
AGGREGATE
PLANNING
Learning
Objectives
In
this lecture we will cover the basic
aggregate planning strategies,
Assumptions for
Aggregate
Planning,
different Aggregate Planning
Relationships, Master Schedule
and Master Scheduler. We
will
study
desegregating the aggregate plans
for production control. This
discussion would prepare us
to
take
a deeper look into Inventory Management
and MRP/ERP. All this
would allow us to
become
effective
operations manager to work
for improving the operations as
well as the systems of the
organizations
we will work for.
Basic
Strategies
Level
capacity strategy: Maintaining a
steady rate of regular-time output
while meeting
variations
in demand by a combination of
options.
Chase
demand strategy: Matching
capacity to demand; the planned output
for a period is set
at
the
expected demand for that
period.
Chase
Approach
Advantages
1.
Investment in inventory is
low
2.
Labor utilization in
high
Disadvantages
1.
The cost of adjusting output
rates and/or workforce
levels
Level
Approach
Advantages
1.
Stable output rates and
workforce
Disadvantages
1.
Greater inventory costs
2.
Increased overtime and idle
time
3.
Resource utilizations vary
over time
Techniques
for Aggregate
Planning
1.
Determine
demand for each
period
2.
Determine
capacities for each
period
3.
Identify
policies that are
pertinent
4.
Determine
units costs
5.
Develop
alternative plans and
costs
6.
Select
the best plan that satisfies
objectives. Otherwise return to step
5.
Assumptions
for Aggregate
Planning
1.
The regular output capacity
is the same for all
periods.
2.
Cost (Back Order, Inventory,
Subcontracting etc) is a linear function
composed of unit cost
and
number
of units. ( In reality cost is more of a
step function)
3.
Plans are feasible ( There
is sufficient inventory exists to
accommodate a plan,
subcontractors
would
provide quality products and outsourcers
would be secure)
4.
Assumptions for Aggregate
Planning
5.
All costs associated with a
decision option can be
represented by a lump sum or by
unit costs
that
are independent of the quantity
involved.
6.
Cost figures can be reasonably
estimated and are constant
over the planning
horizon.
138
Production
and Operations Management
MGT613
VU
7.
Inventories are built up and
draw down at a uniform rate and
output occurs at a uniform
rate
throughout
each period. Backlogs are
treated as if they exist for the
entire period, even
though
in
reality they tend to build
up towards the end of the period
Aggregate
Planning Relationships
1.
Number of workers in a period
equals Number of Workers at the end of
the previous period
PLUS
Number of new Workers at the
start of the current period -
Number of laid off Workers
at
the
start of the current
period
2.
NOTE: SINCE the organization
would not hire and layoff
simultaneously, so at least one of
the
last
two terms will be
"0".
3.
Inventory at the end of a ( current)
period equals Inventory at the end of the
previous period
PLUS
Production in the current period
Amount used to satisfy the
demand in the current
period
4.
NOTE :The average
Inventory for a period is
equal to (Beginning Inventory
Plus Ending
Inventory)/2
Average
Inventory
Aggregate
Planning Relationships
�Cost
for a ( current) period
equals Output Cost ( Regular
+OT+ Subcontract) + Hire/Layoff
Cost+
Inventory
Cost + Backorder Cost
NOTE
The
cost of a particular plan
for a given period can be
determined by summing the appropriate
costs
139
Production
and Operations Management
MGT613
VU
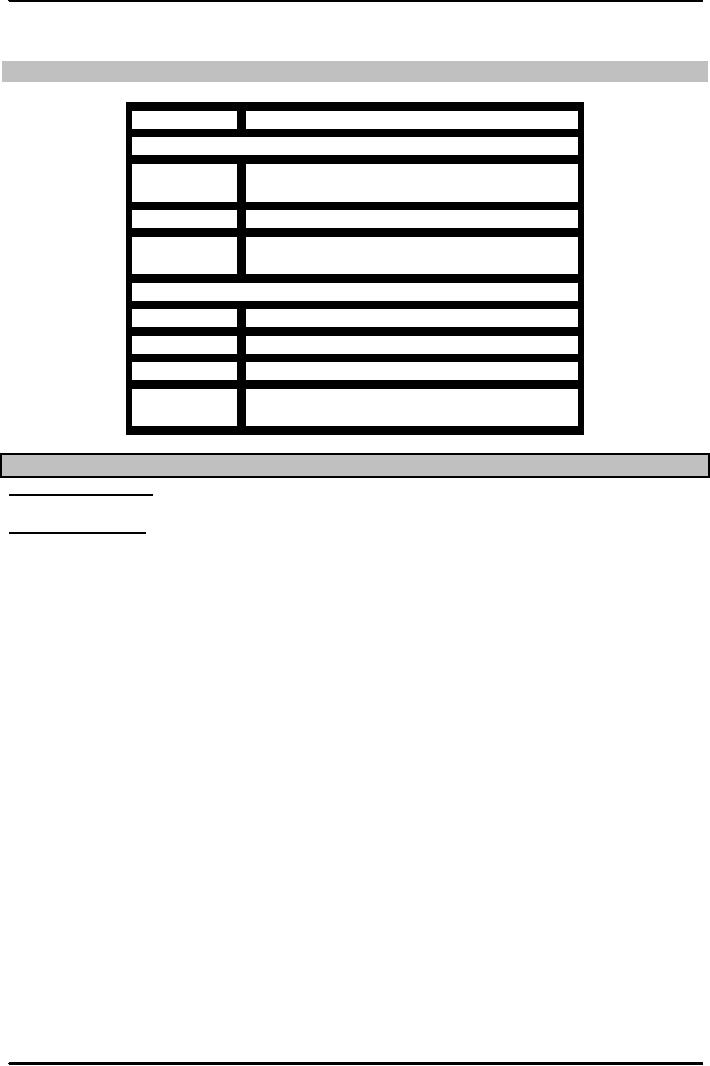
Aggregate
Planning Relationships
Type
of Costs
How
to Calculate
Output
Regular
Regular
Cost per Unit X Quantity of
Regular
Output
Overtime
Overtime
Cost per Unit X Overtime
Quantity
Subcontract
Subcontract
Cost per Unit X Subcontract
Quantity
Hire/Layoff
Hire
Cost
Per Hire X Number
Hired
Layoff
Cost
per Layoff X Number laid
off
Inventory
Carrying
Cost per Unit X Average
Inventory
Back
Order
Back
Order Cost Per Unit X
Number of
Backorder
Units
Mathematical
Techniques
Linear
programming:
Methods for obtaining
optimal solutions to problems involving
allocation of
scarce
resources in terms of cost
minimization.
Linear
decision rule:
Optimizing technique that
seeks to minimize combined
costs, using a set of
cost-
approximating
functions to obtain a single
quadratic equation.
140
Production
and Operations Management
MGT613
VU
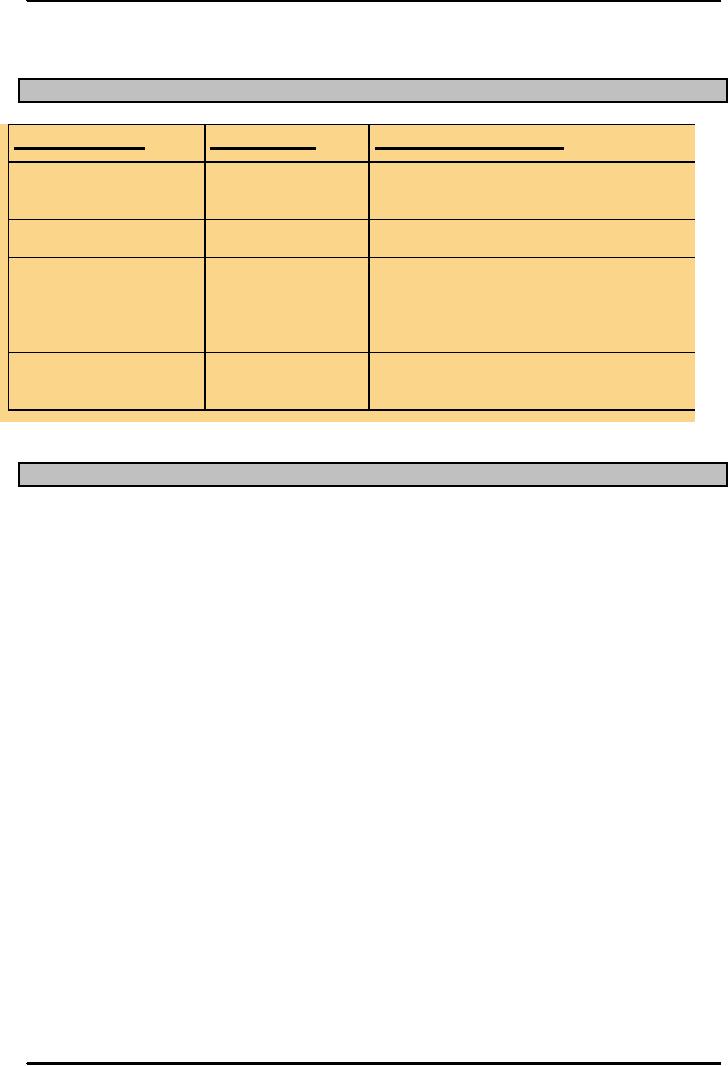
Summary
of Planning Techniques
Technique
Solution
Characteristics
Graphical/charting
Trial
and
Intuitively
appealing, easy to
error
understand;
solution not
necessarily
optimal.
Linear
Optimizing
Computerized;
linear assumptions
not
always valid.
programming
Linear
Optimizing
Complex,
requires considerable
decision
rule
effort
to obtain pertinent cost
information
and to construct
model;
cost assumptions not
always
valid.
Simulation
Trial
and
Computerized
models can be
error
examined
under a variety of
conditions.
Aggregate
Planning in Services
1.
Services occur when they are
rendered .Unlike most manufacturing
output, most services
cannot
be
inventoried. Services such as
financial planning, tax
counseling and oil changes
cant be
inventoried/stockpiled.
This removes the option of
building up the inventories during a
slow
period
in anticipation of future
demand.
2.
Demand for service can be difficult to
predict .The volume of
demand for services is
often
variable.
In some situations, customers
may need prompt service . e.g.
police, fire, medical
emergency
while in others they may
not need prompt service and
may be willing to find
some
other
service provider.
3.
Capacity Availability can be
difficult to predict. Processing
requirements for services
can
sometimes
be quite variable, similar to the
variability of work in a job
shop setting.
4.
Demand for service can be difficult to
predict It is difficult to measure the
capacity of a person
rendering
a service, a dentist, a Montessorian, a
bank teller in anticipation of
future demand).
5.
Labor Flexibility can be advantage in
Services Labor often
comprises a significant portion
of
service
compared to manufacturing. That
coupled with the fact that
service providers are
often
able
to handle a fairly wide
variety of service requirements means
that to some extent,
planning
is
easier than
manufacturing
141
Production
and Operations Management
MGT613
VU
Aggregate
Plan to Master Schedule
Aggregat
e
Dissaggregatio
Master
Schedul
Disaggregating
the Aggregate Plan
The
Aggregate Plan is broken
down into Master Schedules
and Rough Cut Capacity
Planning charts
respectively.
Master
schedule: The
result of disaggregating an aggregate
plan; shows quantity and
timing of
specific
end items for a scheduled
horizon.
Rough-cut
capacity planning:
Approximate balancing of capacity
and demand to test the
feasibility
of
a master schedule.
WE
WILL DISCUSS IT IN DETAIL WHEN WE COVER
OUR MRP LECTURE
E.g.
Suppose the organization is making
500 aggregate units of Air
conditioners for the month
of
March
and April with breakup being
200 for window types, 300
type split units with
further tonnage
capacities.
A
master schedule shows the
planned output for
individual products rather than an entire
product
group,
along with the timing of
production.
With
Rough cut capacity planning we
can check capacities of
production and warehouses
constraints
exist. This means checking
capacities of production and warehouse
facilities, labor and
vendors
to ensure that no gross
deficiencies exist that will
render master schedule unworkable.
The
master
schedule then serves as the
basis for short range
planning.
MS
is disaggregated in stages or phases,
which may cover weeks or
months.
Master
schedule: Determines quantities needed to
meet demand
Interfaces
with
1.
Marketing
2.
Capacity planning
3.
Production planning
4.
Distribution planning
142
Production
and Operations Management
MGT613
VU
Master
Scheduling
A
Master schedule indicates the quantity
and timing ( i.e. delivery times)
for a product, or a
group
of
products, but it does not show
planned production. For a
master schedule may call
for delivery of
500
Air conditioners on April 1. But it
may not require any
production because of availability
of
1000
air conditioners in inventory. Or if
there are only 400 Air
conditioners, 100 would be
planned
for
production.
Master
Scheduler
Evaluates
impact of new orders
Provides
delivery dates for
orders
Deals
with problems
Production
delays
Revising
master schedule
Insufficient
capacity
Projected
On-hand Inventory
Projected
on-hand
Inventory
from
Current
week's
-
=
inventory
previous
week
requirements
Stabilizing
the Master Schedule
Changes
to a master schedule can be
disruptive, particularly changes to the
early, or near,
portions
of
the schedule.
Typically
the further out in the future a
change is, the less the tendency to cause
problems.
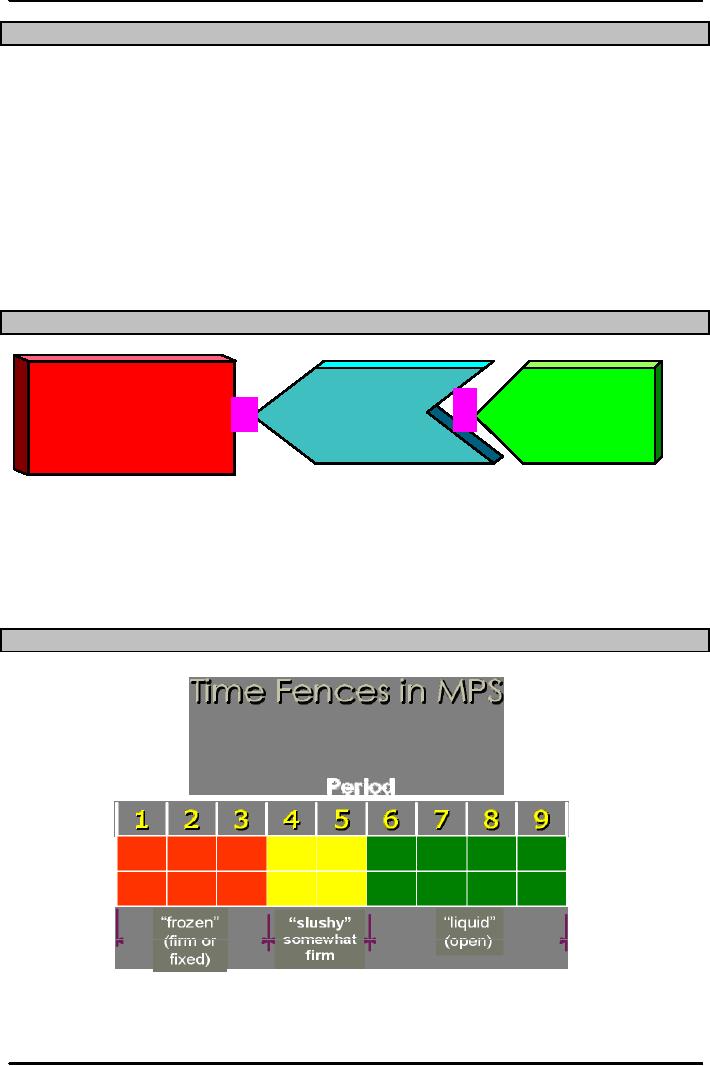
Master
Production Schedules are
often divided into 4 stages
or phases. The dividing
lines between
phases
are sometimes referred to as
time fences.
Time
Fences in MPS
In
the first phase, usually the
first few periods of the schedule,
changes can be quite
disruptive.
143

Production
and Operations Management
MGT613
VU
Consequently,
once established, that portion of the
schedule is generally frozen,
which implies that
all
but the most critical
changes cannot be made without permission
from the highest levels in
an
organization.
This helps in achieving high
degree of stability in the production
system.
In
the next stage, perhaps the
next two days or three periods,
changes are still
disruptive, but not
to
that
extent that they are in
first phase.
Management
views the schedule as firm and
only exceptional changes are
made which helps an
organization
gain some competitive
advantage.
In
the third stage, management
views the schedule as full,
meaning that all available
capacity has
been
allocated.
Although
changes do impact the schedule,
their effect is less dramatic and
they are usually made
if
there
is good reason for doing
so.
IN
the final phase, management
views the schedule as open,
meaning that not all
capacity has been
allocated.
This is where new orders are
usually in the Schedule.
.
144
Table of Contents:
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:Decision Making
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:Strategy
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:Service Delivery System
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:Productivity
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:The Decision Process
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:Demand Management
- Roadmap to the Lecture:Fundamental Types of Forecasts, Finer Classification of Forecasts
- Time Series Forecasts:Techniques for Averaging, Simple Moving Average Solution
- The formula for the moving average is:Exponential Smoothing Model, Common Nonlinear Trends
- The formula for the moving average is:Major factors in design strategy
- The formula for the moving average is:Standardization, Mass Customization
- The formula for the moving average is:DESIGN STRATEGIES
- The formula for the moving average is:Measuring Reliability, AVAILABILITY
- The formula for the moving average is:Learning Objectives, Capacity Planning
- The formula for the moving average is:Efficiency and Utilization, Evaluating Alternatives
- The formula for the moving average is:Evaluating Alternatives, Financial Analysis
- PROCESS SELECTION:Types of Operation, Intermittent Processing
- PROCESS SELECTION:Basic Layout Types, Advantages of Product Layout
- PROCESS SELECTION:Cellular Layouts, Facilities Layouts, Importance of Layout Decisions
- DESIGN OF WORK SYSTEMS:Job Design, Specialization, Methods Analysis
- LOCATION PLANNING AND ANALYSIS:MANAGING GLOBAL OPERATIONS, Regional Factors
- MANAGEMENT OF QUALITY:Dimensions of Quality, Examples of Service Quality
- SERVICE QUALITY:Moments of Truth, Perceived Service Quality, Service Gap Analysis
- TOTAL QUALITY MANAGEMENT:Determinants of Quality, Responsibility for Quality
- TQM QUALITY:Six Sigma Team, PROCESS IMPROVEMENT
- QUALITY CONTROL & QUALITY ASSURANCE:INSPECTION, Control Chart
- ACCEPTANCE SAMPLING:CHOOSING A PLAN, CONSUMER’S AND PRODUCER’S RISK
- AGGREGATE PLANNING:Demand and Capacity Options
- AGGREGATE PLANNING:Aggregate Planning Relationships, Master Scheduling
- INVENTORY MANAGEMENT:Objective of Inventory Control, Inventory Counting Systems
- INVENTORY MANAGEMENT:ABC Classification System, Cycle Counting
- INVENTORY MANAGEMENT:Economic Production Quantity Assumptions
- INVENTORY MANAGEMENT:Independent and Dependent Demand
- INVENTORY MANAGEMENT:Capacity Planning, Manufacturing Resource Planning
- JUST IN TIME PRODUCTION SYSTEMS:Organizational and Operational Strategies
- JUST IN TIME PRODUCTION SYSTEMS:Operational Benefits, Kanban Formula
- JUST IN TIME PRODUCTION SYSTEMS:Secondary Goals, Tiered Supplier Network
- SUPPLY CHAIN MANAGEMENT:Logistics, Distribution Requirements Planning
- SUPPLY CHAIN MANAGEMENT:Supply Chain Benefits and Drawbacks
- SCHEDULING:High-Volume Systems, Load Chart, Hungarian Method
- SEQUENCING:Assumptions to Priority Rules, Scheduling Service Operations
- PROJECT MANAGEMENT:Project Life Cycle, Work Breakdown Structure
- PROJECT MANAGEMENT:Computing Algorithm, Project Crashing, Risk Management
- Waiting Lines:Queuing Analysis, System Characteristics, Priority Model