 |
Production
and Operations Management
MGT613
VU
Lesson
20
In
our last lecture, we identified
Facilities layout as the configuration of
departments, sections,
work
centers,
equipment with focus being on movement of
goods or services or works. So
whether it's a
traveler
making use of the railway
platform, or bus station or
airport, or an automobile or a
product
during
its production stage or a
patient needing medical
attention, they all would
qualify as good
examples
of work being moved through
a facility. Often poor design of
productive system can result
in
poor
design of the facilities layout. We
discussed product, process and
hybrid layouts, we now focus
our
attention
on cellular production. In cellular
manufacturing, production work stations
and equipment are
arranged
in a sequence that supports a
smooth flow of materials and components
through the production
process
with minimal transport or delay.
Implementation of this lean method
often represents the
first
major
shift in production activity,
and it is the key enabler of increased
production velocity and
flexibility,
as well as the reduction of capital
requirements. The concept of lean
production and Just in
Time
Production Systems would be
studied in detail when we
will discuss improvement of
Productive
Systems.
Cellular
Layouts
Cellular
production techniques reflect a
relatively new concept in
manufacturing and have yet
found
immediate
acceptance in Pakistani manufacturing
industry as well. Organizations
which opt for
cellular
manufacturing
follow the lean production
strategy. There are two
important concepts to understand
at
the
moment, what cellular production is and
what group technology is? We
will discuss lean
production
systems
in detail towards the end of our
semester later, for the time
being we can consider
lean
production
systems as systems which focus on
high quality process with
elimination of waste and
effective
use of available
resources.
Cellular
Production
Layout in which machines
are grouped into a cell
that can process items that
have
similar
processing requirements.
Group
Technology
The grouping into part
families of items with similar design or
manufacturing
characteristics.
Cellular
production always would
represent the layout of machines
while group technology
would
reflect
the collection of items or products which
need the same manufacturing requirements.
Both these
terms
greatly influence the improvements of
process and operations for any
organization.
It
is pertinent to understand the advantage of cellular
layouts over the functional
layouts. We already
know
that functional layouts are
not only conventional in nature
but also require more space
as well as
somewhat
rigid layout plans, with
increased special workforce and
continuous supervision. The
table
below
represents the same concept.
84
Production
and Operations Management
MGT613
VU
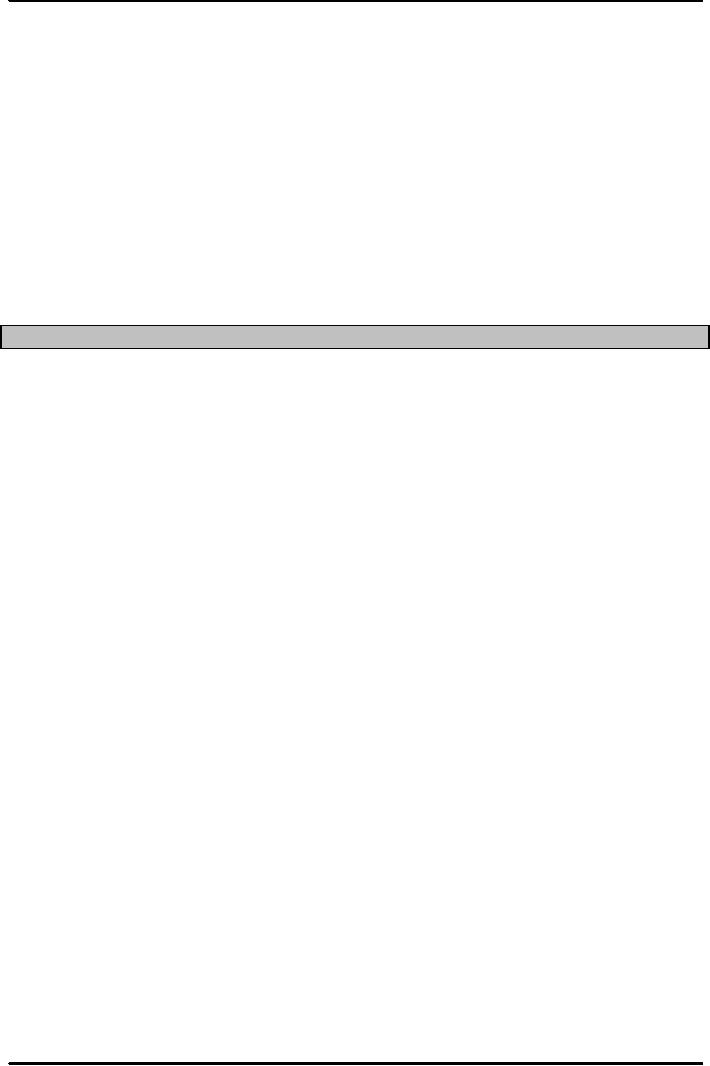
Primary
Differences between Functional and
Cellular Layouts
Dimension
Functional
Cellular
Number
of moves between departments
many
few
Travel
distances
longer
shorter
Travel
paths
variable
fixed
Job
waiting times
greater
shorter
Throughput
time
higher
lower
Amount
of work in process
higher
lower
Supervision
difficulty
higher
lower
Scheduling
complexity
higher
lower
Equipment
utilization
lower
Higher
Facilities
Layouts
We
have so far discussed what
product and process based
layouts are, in between we also
focused our
attention
on hybrid configuration as well as
cellular production layouts. We
can thus safely
define
facilities
layout as the
configuration of departments, work
centers and equipment, with
particular
emphasis
on movement of work (customers or
materials) through the
system.
We
come across different
layouts in our daily lives
especially with respect to the
services side. Some
important
Service Layouts, which we should
know include
Warehouse
and storage layouts
Retail
layouts
Office
layouts
People
often confuse retail stores
with warehouse stores, an
effective way to understand the
importance
of
these important business
channels is to identify the layouts
associated with it. Retail
configurations
are
human friendly and allow the movement of
goods through small trolleys
for the customers and if
placement
of goods in the aisle is to be carried
out then simple forklifts or
small vehicles are
used,
sometimes
over head cranes or hoists
are also used.
Another
important point of difference
being the way the goods are
displayed and shelved. The
layouts
are
properly illuminated and ventilated and
mostly maintained at a human comfort
temperature through
effective
heating and air-conditioning. The
floors too are mostly
vinyled and designed to make
the
customer
movement less stressful. The movement of
goods involves light loads and
easy transportation,
as
against this the warehouse and
storage layouts, which
require heavy loads and
transportation. These
goods
require heavy vehicles and loaders
for movement. The stores have
different illumination
arrangement
then retail outlets. The
security measures are
different for both types of
layouts, ranging
from
close circuit television
cameras to electric barbed
wires.
Importance
of Layout Decisions
Operations
Managers are often questioned
about the importance of a new or
existing facilities layout.
In
addition
to the fact that operations manager
work for improvement towards design and
effect use of
operation
systems, they should also
know the importance of layout
decision in terms of money.
Some of
these
are:-
85
Production
and Operations Management
MGT613
VU
1.
Layout decisions require substantial investments of
money and effort.
2.
Layout decisions involve long-term
commitments.
3.
Layout decisions have significant impact
on cost and efficiency of short-term
operations.
The
Need for Layout
Decisions
An
operations manager should be aware of the
fact that the need for a
proper and effective
layout
facility
is always there, it is often said
that if there is no facilities layout
problem being faced by an
organization
then it is probably unaware of its
true potential. The need
for layout planning arises
both in
the
process of designing new
facilities and in
Redesigning
existing facilities. Some of the common
reasons faced by the organization
include:-
1.
In-efficient Operations (High
Cost/Bottlenecks that hamper
true potential).
2.
Accidents or Safety
Hazards.
3.
Changes in design of products or
services.
4.
Introduction of new products or
services.
5.
Changes in volume of output or
mix of outputs.
6.
Changes in Methods or
equipment.
7.
Changes in Environmental and Legal
requirements.
8.
Morale Problems ( e.g. lack of
face to face contact between supervisor
and worker or even
senior
management and junior
management).
Design
Product Layouts: Line
Balancing
Line
Balancing is the process of assigning
tasks to workstations in such a
way that the
workstations
have
approximately equal time
requirements.
The
objective of line balancing is to
obtain equal time requirements at
majority of the workstations.
This
shortens
the time of manufacturing as well as
reduces the idle time. Often
industry uses the term
cycle
time
to represent the time in which the
organizations resources are
engaged to complete a process
and
idle
time to represent the time in
which the resources are left
unused.
Cycle
Time
Cycle
time is the
maximum time allowed at each
workstation to complete its set of
tasks on a unit. If CT
represents
cycle time and D represents
the desired output then we
can calculate cycle time
as
OT
CT
= cycle time =
D
Maximum
Output
If
we know what is the cycle
time required for the
manufacturing of a product or offering of
a service
we
can calculate the maximum output. If OC
is the Output capacity, OT is the
operating Time and CT is
the
Cycle time then
OT
OC
=
Output
capacity
=
CT
If
an automobile manufacturer works for 8
hours and requires 4 hours to complete its cycle
then the out
put
capacity would be 8/4= 2
automobiles.
Minimum
Number of Workstations
Required
Organizations
working especially service organizations
side often design their work
facilities in a way
that
they can increase their
capacity output by increasing the number of
work stations. If D is the desired
output,
t is the time required for a
specific time and OT is the Operating
Time then the number of
workstations
N can be calculated as .
86
Production
and Operations Management
MGT613
VU
(D)(∑
t)
N=
OT
∑
t
= sum of task times
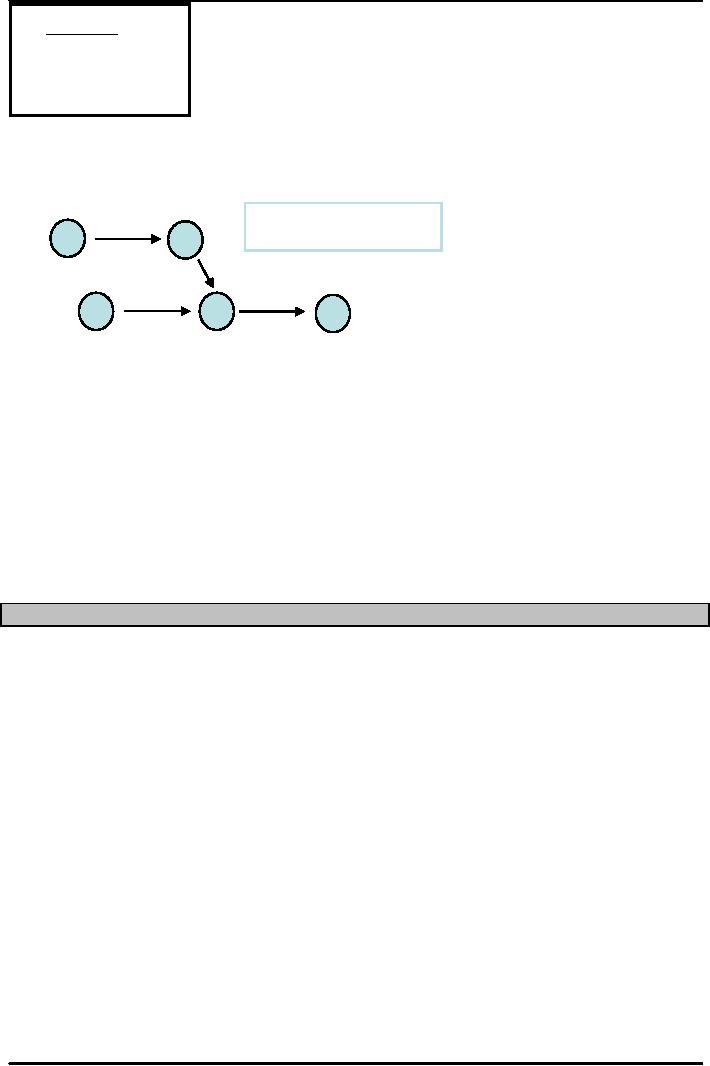
Precedence
Diagram
Precedence
diagram:
Tool used in line balancing
to display elemental tasks
and sequence requirements
0.1
1.0
A
Simple Precedence
a
Diagram
b
c
d
e
0.7
0.5
min.
0.2
Line
Balancing Rules
·
Assign
tasks in order of most
following tasks.
Count the number of tasks that
follow.
·
Assign tasks in order of
greatest positional
weight.
Positional weight is the sum of
each task's time and the
times of all following
tasks.
Designing
Process Layouts require
certain information, which
includes the following:
1.
List of departments
2.
Projection of work
flows
3.
Distance between locations
4.
Amount of money to be
invested
5.
List of special considerations
6.
Location of key
utilities
Summary
Facilities
layout plays an important
part in an organization achieving
its maximum potential. This
also
indicates
that facilities layout allow
an organization to enjoy a competitive
advantage over its
competitors.
Facilities layout require more
than just cost benefit
analysis infact the decision
requires
how
much space is required by the
facility and how to
configure or optimize the use of
this space for the
product
or process. Of the different types of
product, process, fixed and
hybrid types of configurations,
the
current trend is towards cellular
manufacturing and group
technology.
Capital
investments, materials handling costs and
flexibility are
important
criteria
in judging most facilities
layout. Low volumes of
production do allow the use of
Group
Technology
or cellular manufacturing. Designing a
process layout requires collecting
information about
acceptable
block plan, and translating the
block plan into a detailed
layout. In product
layout,
workstations
are arranged in a naturally occurring,
heuristic (commonsense) for
high volume of
production.
In line balancing the tasks
are assigned to workstations so as to
satisfy all precedence
and
cycle
time constraints while minimizing the
number of work stations.
87
Table of Contents:
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:Decision Making
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:Strategy
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:Service Delivery System
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:Productivity
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:The Decision Process
- INTRODUCTION TO PRODUCTION AND OPERATIONS MANAGEMENT:Demand Management
- Roadmap to the Lecture:Fundamental Types of Forecasts, Finer Classification of Forecasts
- Time Series Forecasts:Techniques for Averaging, Simple Moving Average Solution
- The formula for the moving average is:Exponential Smoothing Model, Common Nonlinear Trends
- The formula for the moving average is:Major factors in design strategy
- The formula for the moving average is:Standardization, Mass Customization
- The formula for the moving average is:DESIGN STRATEGIES
- The formula for the moving average is:Measuring Reliability, AVAILABILITY
- The formula for the moving average is:Learning Objectives, Capacity Planning
- The formula for the moving average is:Efficiency and Utilization, Evaluating Alternatives
- The formula for the moving average is:Evaluating Alternatives, Financial Analysis
- PROCESS SELECTION:Types of Operation, Intermittent Processing
- PROCESS SELECTION:Basic Layout Types, Advantages of Product Layout
- PROCESS SELECTION:Cellular Layouts, Facilities Layouts, Importance of Layout Decisions
- DESIGN OF WORK SYSTEMS:Job Design, Specialization, Methods Analysis
- LOCATION PLANNING AND ANALYSIS:MANAGING GLOBAL OPERATIONS, Regional Factors
- MANAGEMENT OF QUALITY:Dimensions of Quality, Examples of Service Quality
- SERVICE QUALITY:Moments of Truth, Perceived Service Quality, Service Gap Analysis
- TOTAL QUALITY MANAGEMENT:Determinants of Quality, Responsibility for Quality
- TQM QUALITY:Six Sigma Team, PROCESS IMPROVEMENT
- QUALITY CONTROL & QUALITY ASSURANCE:INSPECTION, Control Chart
- ACCEPTANCE SAMPLING:CHOOSING A PLAN, CONSUMERâS AND PRODUCERâS RISK
- AGGREGATE PLANNING:Demand and Capacity Options
- AGGREGATE PLANNING:Aggregate Planning Relationships, Master Scheduling
- INVENTORY MANAGEMENT:Objective of Inventory Control, Inventory Counting Systems
- INVENTORY MANAGEMENT:ABC Classification System, Cycle Counting
- INVENTORY MANAGEMENT:Economic Production Quantity Assumptions
- INVENTORY MANAGEMENT:Independent and Dependent Demand
- INVENTORY MANAGEMENT:Capacity Planning, Manufacturing Resource Planning
- JUST IN TIME PRODUCTION SYSTEMS:Organizational and Operational Strategies
- JUST IN TIME PRODUCTION SYSTEMS:Operational Benefits, Kanban Formula
- JUST IN TIME PRODUCTION SYSTEMS:Secondary Goals, Tiered Supplier Network
- SUPPLY CHAIN MANAGEMENT:Logistics, Distribution Requirements Planning
- SUPPLY CHAIN MANAGEMENT:Supply Chain Benefits and Drawbacks
- SCHEDULING:High-Volume Systems, Load Chart, Hungarian Method
- SEQUENCING:Assumptions to Priority Rules, Scheduling Service Operations
- PROJECT MANAGEMENT:Project Life Cycle, Work Breakdown Structure
- PROJECT MANAGEMENT:Computing Algorithm, Project Crashing, Risk Management
- Waiting Lines:Queuing Analysis, System Characteristics, Priority Model