 |

VU
Information
System (CS507)
LESSON
13
Organizational
Structure
Departments
are structured based on the
set of related responsibilities.
The set of responsibilities being
discharged
set the tone and structure
of that department. The complexity
and diversity of these
responsibilities
also affect how departments
are set in an organization.
Existence
of Functional departments in every
organization vary with the nature of industry
and the nature
of
products/services being offered
Certain
departments may not exist in
an organization, for instance financial
sector (banking, leasing
companies)
and travel agencies do not incorporate
the concept of manufacturing as they belong to
the
services
sector.
Let's
take a look at different
departments in different industry
segments in order to better understand
the
concept.
13.1
Financial Sector
The
departmental structures are
different in banking and financial
sector. This in turn becomes the
basis of
design
and development of functional information
systems. Banks commonly have
following departments
o Treasury
o Advances
o Trade
Finance
o Corporate
Finance
o Consumer
Banking
o Deposits
o Customer
Services
o Lease
o Credit
Card
o Debit
card
o Operations
Requirements
of Information Systems and
procedures of financial analysts,
investment houses, brokerage
houses,
leasing companies will
depend on their differing
functions and needs.
13.2
Air Line Industry
Various
departments may be
�
Flight
Operations department
o Flight
scheduling department
o Cockpit
crew department
o Cabin
Crew department
�
Engineering
department engine
maintenance
�
Ground
Support air craft handling department
�
Catering
�
Internal
audit
47
VU
Information
System (CS507)
�
Accounts &
Finance
�
Sales
ticketing, E-ticketing,
agents
�
Marketing
�
Store
engines, maintenance and repair
accessories
These
departments and their needs
determine the design of information
systems they require.
As
shown in the above two
examples, the constitution of departments
in both banking institutions
and air
travel industry
vary to a large extent.
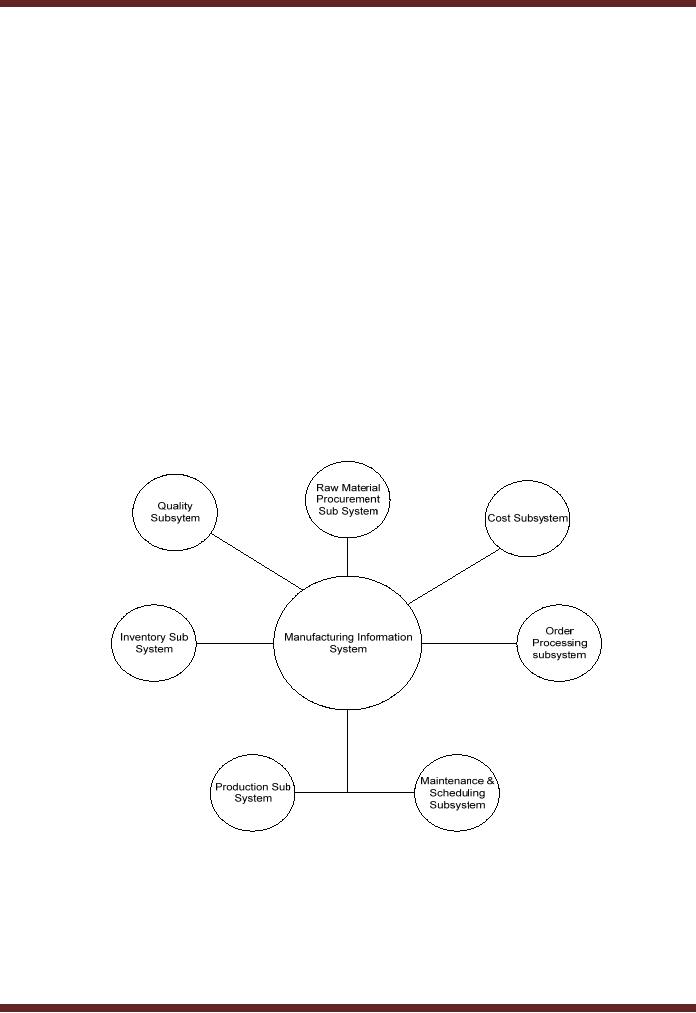
13.3
Manufacturing Information
System
The
information needs were and
are always there.
Information systems used to
exist when computerised
environments
were not available.
Automation has enhanced the
availability of information.
Every
industry has its own
departmental structure which
gives rise to a different
set of sub-systems as
part
of the
information system. Here we
would consider the sub-systems of a
manufacturing system only.
Following
are the sub-systems of an information
system.
Raw
Material Procurement
Sub-System
This is the
commencement of the manufacturing process.
Some might think of procurement as a
simple
purchasing
process like any other
commodity but the spirit of having an
all-embracing raw
material
procurement
sub-system is simply more
than that.
48

VU
Information
System (CS507)
Parameters
of Raw-material Procurement
Like
with every system, there
has to be a list of minimum
specifications which every
system or subsystem
has to
cover. Purchasing logistics of an
entity critically affect time to market
and other quality
related
issues.
Issues like selection of
suppliers, choice between
local purchase or import and
delivery time taken
by the supplier.
All these concerns are
met and dealt with in the
purchase subsystem. The
complexity of
the
purchase subsystem should depend on
types of raw materials required, number
of suppliers to deal
with
and complexity of the terms of
purchase agreements for long
term.
With
higher customer expectations, every
organization wants to efficiently manage
its suppliers and
other
internal
processes. Supply chain
management spans all movement
and storage of raw
materials, work-in-
process
inventory, and finished
goods from point-of-origin to
point-of-consumption. A procurement
system
should help in improving the supply chain
of the organization.
13.4
Inventory Sub System
Inventory
subsystem focuses on maintaining records
and movements on inventory
levels and usage.
This
control
of inventory is critical to the organization since
money lock-in of raw
materials purchase
represents
substantial
investment. Timely production of finished
goods require availability of right
quantity of material,
maintenance
of right stock levels,
determination of lead times
and flex times and
exchange of information
with
supplier at the right time. An inventory
subsystem helps us to address
these issues.
Inventory
subsystems
are critical where the organization is
following Just in Time
approach a philosophy
which
encourages
zero tolerance for stock
levels and placing orders
exactly when they are needed
for
manufacturing.
Proper logistic
management is important for the
timely and quality
production. Various factors which
can
play critical
role are
� Who
to purchase from supplier
selection
�
When
to purchase time of delivery or raw
materials
�
How
much to purchase Ideal
stock levels
�
An
efficient inventory subsystem
helps us to deal with these
issues in a time saving
manner.
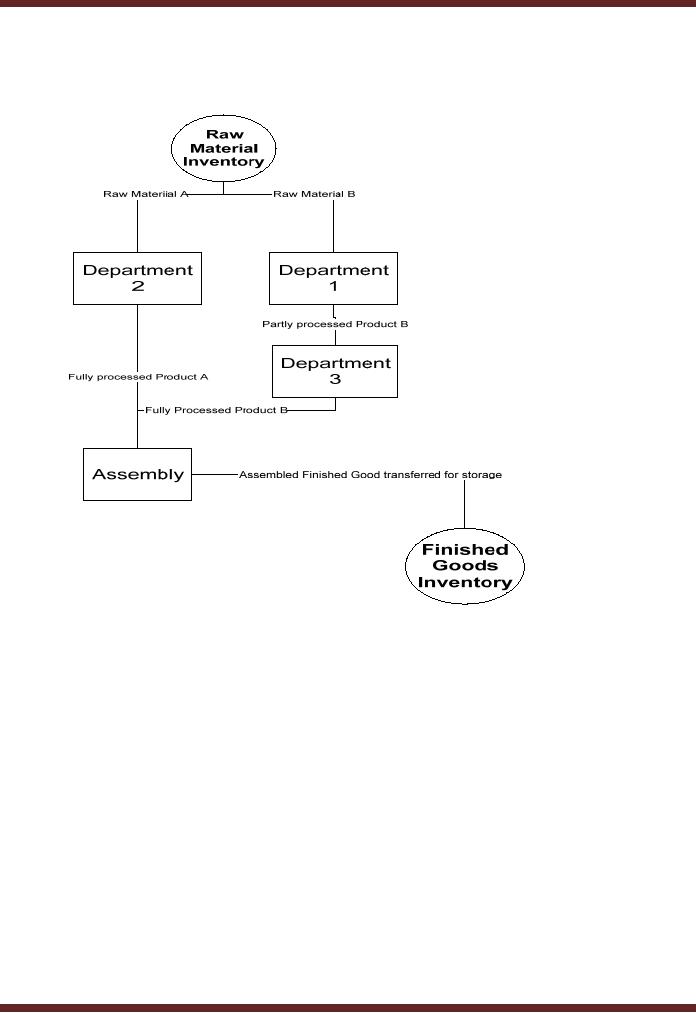
13.5
Production Sub System
It can
be seen as the most critical part of the
entire manufacturing sub system.
Basically it tracks the flow
of
the
job through the entire production
process. It also records
change in form of goods or
transfer of goods
from
one place to the
other.
Example
Consider
a manufacturing entity working with
three processing departments
and one assembly
department.
As raw
materials pass through the
processes, the sub system
records the relevant information at
specific
points
or locations until the finished goods
are transferred to stock
room.
49
VU
Information
System (CS507)
13.6
Maintenance & Scheduling Sub
System
For
efficient production, the machines should
be timely available. Many a
times, the machine is under repair
and is
not available to be used for
production. Without this subsystem,
there is a possibility of
customer's
orders
not being met on time. Certain issues
that can be very important
are
�
Deciding
delivery time in accordance with
availability of machines.
�
Any
foreseen machine-down-time.
�
Any
major overhauling / tuning / replacement
expected may result in
unavailability of machine. An
overhauling
schedule should be kept so that the
production of finished goods is
not halted.
�
Avoiding
duplication of jobs for the
same machine.
13.7
Quality Sub
system
This
subsystem ensures the production
made and end product being
delivered to the customer are
conforming
the quality standards set by the
company. Quality covers
aspects for the organization like
better
quality
raw materials and what is being
purchased is according to organization's
standards and
improved
finished
goods in accordance with the
customer specification.
50

VU
Information
System (CS507)
The
question now arises is why do we
need a quality sub-system? It is
defined and demanded by
customer,
it has
to be achieved by management, it is a
firm wide responsibility and these
subsystem provide the
firm's
managers
with information that
reveals the extent to which the firms products
are achieving the
quality
goals.
13.8
Total Quality Management
(TQM)
TQM is a
set of management and
control activities which focus on
quality assurance. The
quality of the
products
and services is enhanced and
then offered to consumers. An
organizational undertaking to
improve
the quality of manufacturing and service,
it focuses on obtaining continuous
feedback for making
improvements
and refining existing processes
over the long term. There
are certain Graphical tools
used to
implement
and promote TQM. For
instance
o Histogram
o Pareto
Analysis
o Cause
& Effect Diagram
Costing
Sub System
Costs
are incurred more frequently in a
manufacturing entity. Monitoring these
costs on regular
basis
requires
instituting a formal cost
subsystem. Cost sub systems
are responsible for generation of
cost reports
which
represent cost break ups on
various bases, for
instance
o Machine
usage basis
o Product
basis
o Department
wise
Order
Processing Sub
System
This
subsystem deals with
following issues.
�
Status
of orders placed with
suppliers
�
Status
of departmental requisitions
�
Quality
of materials received
�
Any
other issues related to
suppliers
Order
processing subsystem gives a
snapshot of statuses of various
orders placed, at any given
time.
Management
Levels in Manufacturing Information
Systems
Manufacturing
Information System should cater
for information requirements at
each level, for
instance
Strategic
level
3.
Locating new plant which
can save cost
4.
Investment in new manufacturing
technology
Knowledge
Level
3.
Distribute knowledge to drive the
production process
4.
Innovating new forms of manufacturing
processes
Management
level
2.
Monitoring production costs
and resources
51

VU
Information
System (CS507)
Operational
Level
2.
Status of production
tasks
13.9
Planning
Productions/Operations
This
function in many firms is supported by
IT. The major areas of
planning and their
computerised
support
are as follows.
o Materials
Requirement Planning (MRP)
o Manufacturing
Resource Planning (MRP II)
o Automated
Software
Computer
Aided Design (CAD)
Computer
Aided Manufacturing
(CAM)
Computer
Integrated Manufacturing
(CIM)
13.10
Materials Requirement Planning
(MRP)
Material
procurement needs to be planned in compliance
with the production Schedule.
Initially companies
used
to do plan it manually through a document
termed as "Material Requirement
Plan". Material
Requirements
Planning (MRP) is software based
production planning and
inventory control system
for
material
procurement and scheduling.
It
helps meeting three
objectives:
o Ensure
materials and products are
available for production and
delivery to customers.
o Maintain
the lowest possible level of
inventory.
o Plan
manufacturing activities, delivery schedules
and purchasing
activities.
MRP
helps in getting the right material
and physical resources together at the
right place and at the
right
time to
meet the customer's requirements.
This helps in achieving on time delivery,
High Quality, at the
best
price.
13.11
Manufacturing Resource Planning
(MRP II)
An
expanded version of MRP that
integrates finance, accounting,
accounts payable, and other
business
processes
into the MRP system. It also
includes production scheduling
function, and inventory
control
functions. It is an
integrated computer system that connects
the regular MRP to other
functional area,
especially
finance and human resources. It is
made up of a variety of functions, each
linked together:
o Business
planning
o Sales
and operations planning
o Production
planning
o Master
scheduling
o Material
requirements planning
o Capacity
requirements planning
Benefits
of MRP II
MRP II
involves the entire company
o Management
business rules for strategic
planning can be set, and
enforced by MRP II.
o Sales
and Marketing can incorporate
sales goals that fit
material and capacity
constraints.
o Relationships
can be developed with vendors to
improve purchasing just in
time.
o Inventory
shortages can be seen before they
happen, with communications to
customers to
get
approval of substitutions that will get a
part that does the same
thing, on schedule.
52

VU
Information
System (CS507)
Accounting
and finance departments get
accurate costs, and predict
cash flow.
o
Automated
Tools
IT has
been used successfully in
cutting the time required for the design
of products, services or
processes.
Some
of these applications are
�
Computer
Aided Design (CAD)
�
Computer
Aided Manufacturing
(CAM)
�
Computer
Integrated Manufacturing
(CIM)
13.12
Computer Aided Design (CAD)
"It is a
system that enables drawings
to be constructed on a computer screen
and subsequently
stored,
manipulated
and updated
electronically."
The
ability to rotate or create movement in the
design allows testing for
clearances and frequently
reduces
the
cost of prototyping the products.
The technology is used for a wide variety
of products in such fields as
architecture,
electronics, and aerospace,
naval, and automotive
engineering. Although CAD
systems
originally
merely automated drafting, they
now usually include three-dimensional modeling
and computer-
simulated
operation of the model. Rather than
having to build prototypes and change
components to
determine
the effects of tolerance ranges,
engineers can use computers
to simulate operation to
determine
loads
and stresses. For example,
an automobile manufacturer might
use CAD to calculate the
wind drag on
several
new car-body designs without
having to build physical models of
each one. In microelectronics,
as
devices
have become smaller and
more complex, CAD has
become an especially important
technology.
Among
the benefits of such systems are
lower product-development costs and a
greatly shortened
design
cycle.
While less expensive CAD
systems running on personal
computers have become
available for do-it-
yourself
home remodeling and simple
drafting, state-of-the-art CAD systems
running on workstations and
mainframe
computers are increasingly integrated
with computer-aided manufacturing
systems.
13.13
Computer Aided Manufacturing
(CAM)
Computer-aided
manufacturing (CAM) is a form of automation
where computers communicate
work
instructions
directly to the manufacturing machinery.
The technology evolved from the
numerically
controlled
machines of the 1950s, which were
directed by a set of coded instructions
contained in a
punched
paper tape. Today a single
computer can control banks of
robotic milling machines,
lathes,
welding
machines, and other tools,
moving the product from
machine to machine as each
step in the
manufacturing
process is completed. Such
systems allow easy, fast
reprogramming from the computer,
permitting
quick implementation of design
changes. The most advanced
systems, which are
often
integrated
with computer-aided design systems,
can also manage such
tasks as parts ordering,
scheduling,
and
tool replacement.
It is a
system that uses computer
aided techniques to control
production facility. Some of
these techniques
are
o Computer-aided
process planning Use of computer to
control activities and functions to
prepare
a
detailed set of plans and
instructions to produce a machine or part. --
Machines
o Computerised
Numerical control (CNC)
refers specifically to the computer
control of machine
tools
for the purpose of (repeatedly)
manufacturing complex parts in metal as
well as other
materials.
e.g. drills, wood routers
use this technology.
o Robotics
programming The science or study of
the technology associated with the
design,
fabrication,
theory, and application of robots.
Automobile industry.
53

VU
Information
System (CS507)
13.14
Computer Integrated Manufacturing
(CIM)
Integrated
computerized manufacturing system
combining all the elements of computer
aided design (cad)
and
computer-aided manufacturing (cam). This is an
interactive computer system usually installed on
a
local
area network linking several
related departmental functions
such as design, engineering,
production,
and
marketing. The concept of CIM insures
rapid high-quality product development
and manufacturing
through
real-time coordination of all related
functions. See also computer aided design
(cad).
Computer-integrated
manufacturing (CIM): It is the total
integration of Computer Aided Design
/
Manufacturing
and also other business
operations and databases. It is
concept/philosophy about the
implementation
of various integrated computer systems in factory
automation.
13.15
Computer Integrated Manufacturing (CIM)
Goals
CIM
has three basic
goals
�
Simplification
of all manufacturing technologies and
techniques
�
Automation
of as many of the manufacturing processes as
possible by integration of
many
information
technologies like
o Flexible
Manufacturing Systems a form of
flexible automation in which several
machine tools are
linked
together by a material-handling system controlled by a
central computer. It is
distinguished
from
an automated production line by
its ability to process more
than one product
style
simultaneously.
o Computer
aided Engineering (CAE) -- the
application of computer software in
engineering to
analyze
the robustness and performance of
components, assemblies, products and
manufacturing
tools.
o Just
in time (JIT) A Japanese idea
that inventory is manufactured
(or acquired) only as the
need
for it
arises or in time to be sold (or
used). A major goal is to cut
down on inventory
investment.
�
Integration
and coordination of all the manufacturing
aspects through computer hardware
and
software.
54
Table of Contents:
- Need for information, Sources of Information: Primary, Secondary, Tertiary Sources
- Data vs. Information, Information Quality Checklist
- Size of the Organization and Information Requirements
- Hierarchical organization, Organizational Structure, Culture of the Organization
- Elements of Environment: Legal, Economic, Social, Technological, Corporate social responsibility, Ethics
- Manual Vs Computerised Information Systems, Emerging Digital Firms
- Open-Loop System, Closed Loop System, Open Systems, Closed Systems, Level of Planning
- Components of a system, Types of Systems, Attributes of an IS/CBIS
- Infrastructure: Transaction Processing System, Management Information System
- Support Systems: Office Automation Systems, Decision Support Systems, Types of DSS
- Data Mart: Online Analytical Processing (OLAP), Types of Models Used in DSS
- Organizational Information Systems, Marketing Information Systems, Key CRM Tasks
- Manufacturing Information System, Inventory Sub System, Production Sub System, Quality Sub system
- Accounting & Financial Information Systems, Human Resource Information Systems
- Decision Making: Types of Problems, Type of Decisions
- Phases of decision-making: Intelligence Phase, Design Phase, Choice Phase, Implementation Phase
- Planning for System Development: Models Used for and Types of System Development Life-Cycle
- Project lifecycle vs. SDLC, Costs of Proposed System, Classic lifecycle Model
- Entity Relationship Diagram (ERD), Design of the information flow, data base, User Interface
- Incremental Model: Evaluation, Incremental vs. Iterative
- Spiral Model: Determine Objectives, Alternatives and Constraints, Prototyping
- System Analysis: Systems Analyst, System Design, Designing user interface
- System Analysis & Design Methods, Structured Analysis and Design, Flow Chart
- Symbols used for flow charts: Good Practices, Data Flow Diagram
- Rules for DFD’s: Entity Relationship Diagram
- Symbols: Object-Orientation, Object Oriented Analysis
- Object Oriented Analysis and Design: Object, Classes, Inheritance, Encapsulation, Polymorphism
- Critical Success Factors (CSF): CSF vs. Key Performance Indicator, Centralized vs. Distributed Processing
- Security of Information System: Security Issues, Objective, Scope, Policy, Program
- Threat Identification: Types of Threats, Control Analysis, Impact analysis, Occurrence of threat
- Control Adjustment: cost effective Security, Roles & Responsibility, Report Preparation
- Physical vs. Logical access, Viruses, Sources of Transmissions, Technical controls
- Antivirus software: Scanners, Active monitors, Behavior blockers, Logical intrusion, Best Password practices, Firewall
- Types of Controls: Access Controls, Cryptography, Biometrics
- Audit trails and logs: Audit trails and types of errors, IS audit, Parameters of IS audit
- Risk Management: Phases, focal Point, System Characterization, Vulnerability Assessment
- Control Analysis: Likelihood Determination, Impact Analysis, Risk Determination, Results Documentation
- Risk Management: Business Continuity Planning, Components, Phases of BCP, Business Impact Analysis (BIA)
- Web Security: Passive attacks, Active Attacks, Methods to avoid internet attacks
- Internet Security Controls, Firewall Security SystemsIntrusion Detection Systems, Components of IDS, Digital Certificates
- Commerce vs. E-Business, Business to Consumer (B2C), Electronic Data Interchange (EDI), E-Government
- Supply Chain Management: Integrating systems, Methods, Using SCM Software
- Using ERP Software, Evolution of ERP, Business Objectives and IT
- ERP & E-commerce, ERP & CRM, ERP– Ownership and sponsor ship
- Ethics in IS: Threats to Privacy, Electronic Surveillance, Data Profiling, TRIPS, Workplace Monitoring